

射出成形における樹脂の粘度とガスベント深さの関係
- SANKO GOSEI
- 2024年5月1日
- 読了時間: 1分
更新日:2024年6月5日
粘度とは流体の粘りの強さを表したものになります。
身近なモノで例えると粘りが弱い流体は水、粘りが強い流体はハチミツ
ということになります。
樹脂(プラスチック)でいう粘度とは金型内に射出された際に流れやすさ(充填性)を判断する数値になります。粘度が小さい材料ほど充填しやすく、粘度が大きい材料ほど充填しづらくなります。
ガスベントとは金型内に発生する気体(ガス)を排出するための設計要素です。
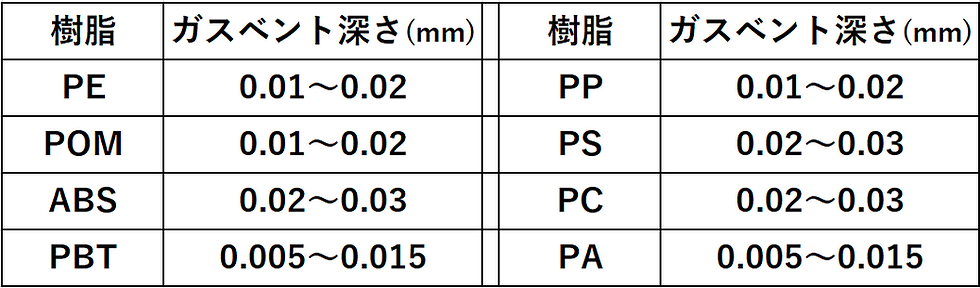
ガスベントの設計要素である深さは材料の持つ粘度によって決められています。
PP(ポリプロピレン)やABS、PC(ポリカーボネート)といった粘度の大きい材料はガスベント深さは0.02~0.03mm必要で、PBTやPA(ポリアミド)など粘度の小さい材料は0.005~0.015mmと言われています。
もし使用する材料に対してガスベントの深さが浅い場合、ガス抜きが難しくなり高い射出圧が必要であったりショートショットの要因にもなります。
一方で使用する材料に対してガスベント深さが深い場合、ガスベントから樹脂が流出しガスベントの詰まりが発生したり、バリの要因にもなります。

ですので、材料の特性に合わせて金型やガスベントを設計する必要があります。




Comments