

射出成形における突き出し機構(エジェクタ機構)の基礎と重要性
- SANKO GOSEI
- 4月13日
- 読了時間: 4分
1. はじめに
射出成形は、溶融した樹脂を金型内に流し込み、冷却・固化させることで製品を成形する加工方法です。その一連の工程の中で「製品を確実に型から取り出す」役割を担うのが突き出し機構(エジェクタ機構)です。
金型設計においては、充填や冷却と同様に、突き出しの良否が製品品質や生産性に直結します。見落とされがちですが、非常に重要な要素のひとつです。
2. 突き出し機構の基本構造
射出成形金型は大きく「固定側(キャビティ)」と「可動側(コア)」に分かれており、製品は通常コア側に残ります。この製品を取り出すために設けられているのが突き出し機構です
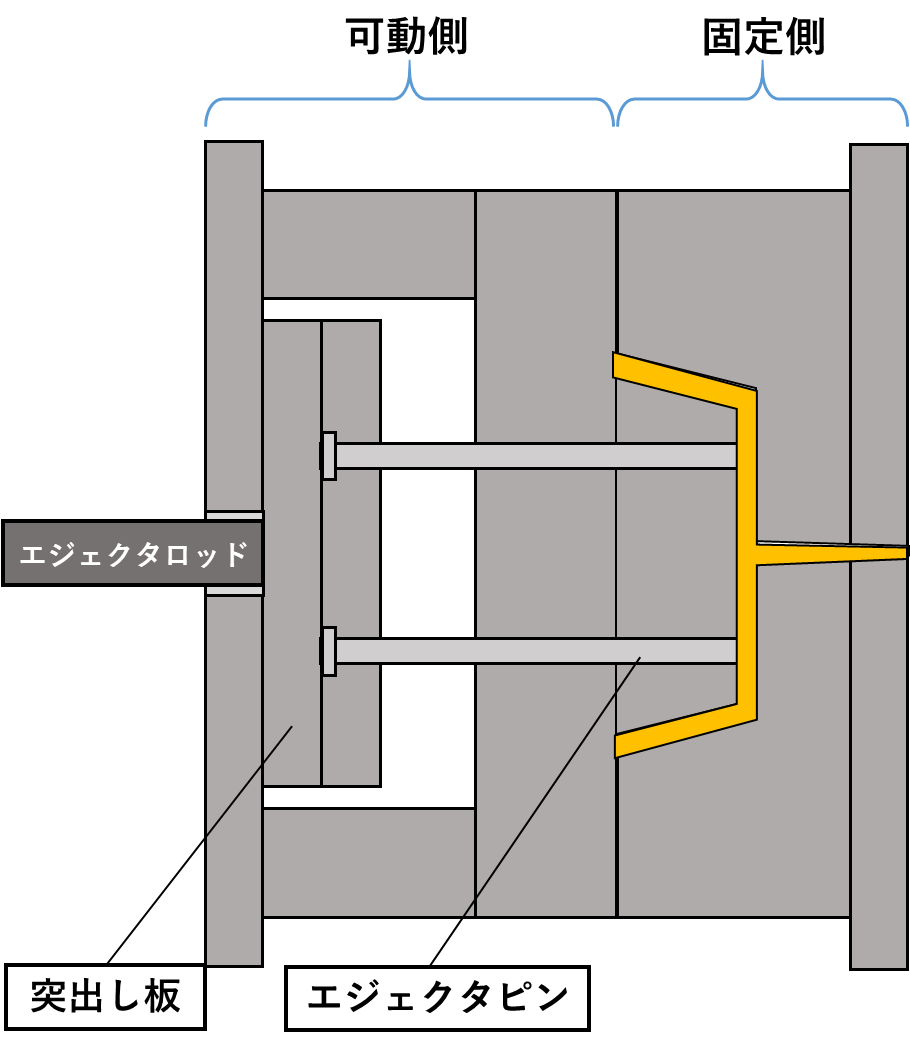
主な構成要素は以下の通りです:
① エジェクタピン
最も一般的な突き出し部品で、ピン状の部品が製品を押し出します。製品形状に応じて配置され、均等に力を加えることが重要です。
② 突出し板(エジェクタプレート)
エジェクタピンを保持し、同時に動かすためのプレートです。複数のピンを一括で前進させる役割を持ちます。
③ エジェクタロッド
成形機側の動力を金型内部に伝え、突出し板を前進させる部品です。
3. 動作の流れ
突き出し機構は、以下のタイミングで動作します

金型が開く
製品がコア側に残る
エジェクタロッドが前進
突出し板が前進し、エジェクタピンが製品を押し出す
製品が離型される
突出し機構が元の位置に戻る
この一連の動きがスムーズに行われることが重要です。
4. 突き出し機構の重要性
4.1 製品品質への影響
突き出しが適切でない場合、以下のような不良が発生します:
白化(応力集中による白濁)
変形・反り
ヒケの悪化
エジェクタ痕(ピン跡)
特にエジェクタピンの配置が不適切だと、局所的に応力が集中し、外観不良や強度低下につながります。
4.2 離型性の確保
樹脂は冷却時に収縮し、コア側に密着します。そのため、適切な突き出し機構がないと製品が型から外れません。
また、以下の要因も離型性に大きく影響します:
抜き勾配の有無
表面粗さ
樹脂の種類(例:ABS、PP、POMなど)
突き出し機構は、これらの条件を補助する役割を担います。
4.3 成形サイクルへの影響
突き出しが不安定だと、
製品が型内に残る
ロボット取り出しが失敗する
成形機が停止する
といったトラブルにつながります。
つまり、突き出し機構は「安定した量産」を支える非常に重要な要素です。
4.4 金型寿命・メンテナンス性
突き出し機構は繰り返し動作するため、摩耗や焼付きが発生しやすい部分です。
特に注意点として:
潤滑不足 → 焼付き
ガスやヤニの付着 → 動作不良
ピンのかじり → 製品不良
近年では、ガス対策としてエジェクタ周辺にガス抜き機構を組み合わせるケースも多く、メンテナンス性向上が重要視されています。
5. 突出し方法の種類
①ピン突出し
丸ピン、板ピンの二種類があり丸ピンの方が故障も少なく加工も容易であるが、せまい面積に突出し力が集中するので白化発生のリスクがある。一般に突出しピンの場合、φ2以下の丸ピンは避けるようにする
②スリーブ突出し
円形ボスを直接押し出すとき、スリーブ突出しを使用するがスリーブ全体で突き出すため均一に突出し力がかかる。スリーブの肉厚は、1以上とることが必要であるが特注品になるため入手にやや時間がかかる。スリーブ突出し
③ストリッパープレート突出し

突出し面積が大きいので、成形品の離型は確実であるが金型製作の工数や、すり合わせなどの加工時間が増える。また、摺動部にカジリが発生する可能性があるので焼入れが必要

(注)ストリッパープレートの場合、型のカジリ防止のためにコアとの間を0.2~0.5あけること
④エアー突出し

成形品が深者であるとき、型内が真空になるのを防ぐために使用する。これはストリッパープレートと併用する場合が多い。
6. 最近のトレンド
最近は以下のような進化も見られます:
ガス抜き機能付きエジェクタピン(例:多孔質構造やスリット構造)

製品形状に合わせた、広面積の突き出しブロック

成形解析を用いた最適配置設計
7. まとめ
突き出し機構は単なる「押し出し装置」ではなく、
製品品質を左右する
成形安定性を支える
金型寿命に影響する
という、射出成形における中核的な役割を持つ機構です。
設計段階でしっかり検討することで、
👉 不良削減👉 サイクル短縮👉 メンテナンス低減
といった大きな効果が得られます。




コメント