

負圧式温調機の有効利用 ―3D冷却水管の落とし穴とその対策―
- SANKO GOSEI
- 4月27日
- 読了時間: 5分
射出成形金型において、冷却設計は成形品質と生産効率を左右する極めて重要な要素である。近年では、サイクルタイム短縮や局所冷却の強化を目的として、従来の直線冷却水管に加えて「3D冷却水管」を採用するケースが増えている。しかしこの3D冷却水管には、実際の現場で見落とされがちな問題点も存在する。本稿では、3D冷却水管に潜む「クラックによる水漏れ」という落とし穴と、それを解決した負圧式温調機の活用事例について紹介する。
3D冷却水管の採用背景
射出成形では、冷却時間が成形サイクルの大部分を占めるため、冷却効率の改善は生産性向上の鍵となる。特に肉厚の変化が大きい製品や、部分的に冷却が困難な形状では、通常の直線冷却水管では十分な温度制御が難しい。
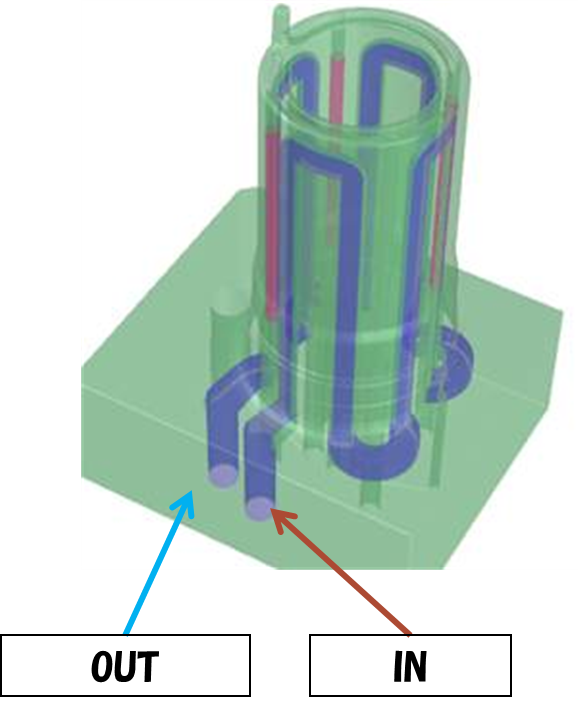
そこで近年採用されているのが、入れ子内部に立体的に配置された3D冷却水管である。

これにより、樹脂の冷えにくい部分へ効率的に冷却水を流すことが可能となり、成形サイクルの短縮や品質の安定化が期待できる。
しかし、この構造は製造方法が複雑であり、金属接合による多層構造で作られることが多い。そのため内部構造に応力が集中しやすく、クラックが発生するリスクが存在する。
発生したトラブル ― 3D水管入れ子のクラック

ある燃料フィルターケースの成形金型では、4キャビティのうち2キャビティの入れ子にクラックが発生し、水漏れが発生するトラブルが起きた。
この製品は自動車用燃料ポンプに組み込まれる部品であり、気密性が非常に重要である。もし成形不良が発生すれば製品機能に直接影響するため、品質管理は非常に厳しい。
しかし入れ子の予備部品は無く、新規製作には約1.5ヶ月を要する状況であった。納期は切迫しており、このままでは自動車メーカーの生産ライン停止に直結する危険性があった。
そこで緊急対応として、様々な修理方法が検討された。
水漏れが引き起こす成形不良
金型内部で水漏れが発生すると、単に冷却効率が低下するだけではない。樹脂の流動そのものに重大な影響を及ぼす。
射出成形時の樹脂温度は約200℃前後であるのに対し、冷却水は約70℃程度である。この状態で樹脂が水滴と接触すると、約130℃もの温度差によって樹脂が急激に冷却される。
その結果、
樹脂が途中で固化して流動が停止する
樹脂の流れが変化する
樹脂同士の合流が弱くなる
といった現象が起こり、次のような不良につながる。

・ショートショット・ウエルドライン・寸法不良
つまり、水漏れは単なる設備トラブルではなく、成形品質を直接悪化させる重大な問題なのである。
検討された対策とその限界
今回のトラブルでは、以下の対策が検討された。
①溶接修理

クラック部分を溶接して水漏れを止める方法である。しかし金型では溶接後に形状修正のための切削加工が必要となる。溶接で塞いだ部分を再び削ることになり、結果として再度水漏れが発生してしまった。
②SUSブッシュ挿入

金属製の袋状水管(SUSブッシュ)を挿入する方法である。これは直線水管には有効だが、3D形状の水管には挿入できないため適用できなかった。
③ラジエター水漏れ防止剤

自動車のラジエターと同様の原理で、冷却水に漏れ止め剤を添加する方法も試された。初期段階では水漏れが止まったものの、成形を続けると樹脂圧や型締力による変形でクラックが再び開き、数時間後には水漏れが再発した。
このように従来の修理方法では根本的な解決が困難であった。
負圧式温調機という発想
そこで着目したのが「負圧式温調機」である。

一般的な金型温調機は、ポンプによって冷却水を金型内部に押し込む「圧送方式」である。つまり冷却水管の内部は常に正圧となっており、クラックがある場合は水が外部へ漏れ出す。
一方、負圧式温調機は逆の原理を採用している。

冷却水を押し込むのではなく、吸引することで循環させる方式であり、金型内部の冷却回路は常に負圧状態となる。
この方式では、もしクラックが存在しても外部へ水が漏れるのではなく、空気が内部へ吸い込まれるだけである。そのため水漏れが発生しないという特徴がある。
実際の対策方法
今回の金型では、コア側の冷却回路が
スライド
リング入れ子
型枠
を1台の温調機で冷却していた。
そこで、水漏れが発生しているリング入れ子だけを別回路に変更し、負圧式温調機へ接続する構成に変更した。
この変更により、
冷却回路の圧力が負圧化
クラック部からの水漏れ停止
という効果が期待された。
成形結果
実際に負圧式温調機で成形を行った結果、以下の結果が得られた。
冷却水流量
圧送式温調機:4.5〜5 L/min
負圧式温調機:2.5〜3 L/min
流量は半分程度に低下したものの、冷却に必要な流量は確保されており、成形品質への影響は見られなかった。
さらに、
水漏れは完全に停止
成形サイクルも維持
良品生産を継続
という成果が得られた。
結果として、自動車メーカーのラインストップという最悪の事態を回避することができた。
3D冷却水管設計の注意点
今回の事例から、3D冷却水管には次のようなリスクが存在することが分かる。
多層構造のためクラックが発生しやすい
クラックが発生すると水漏れしやすい
従来の修理方法が適用しにくい
つまり3D冷却水管は「高性能だがリスクも高い構造」である。
そのため設計段階から、
冷却回路の圧力条件
メンテナンス性
温調方式
まで含めて検討することが重要である。
まとめ
3D冷却水管は射出成形金型の冷却性能を向上させる強力な技術であるが、その構造上クラックによる水漏れリスクを抱えている。
今回紹介した事例では、従来の修理方法では解決できなかった問題を、負圧式温調機という温調方式の変更によって解決することができた。
負圧式温調機は、
水漏れリスクの低減
特殊な冷却構造への適用
金型設計の自由度向上
といったメリットを持つ。
今後、金型設計の高度化が進む中で、温調方式の選択も含めた総合的な冷却設計がますます重要になるだろう。




コメント