

射出成形金型用ガス抜き入れ子「SG-WIND」― ブロックタイプにおける推奨設置方法と設計のポイント ―
- SANKO GOSEI
- 1月22日
- 読了時間: 5分
更新日:4月7日
射出成形において「ガス抜き」は、成形品質を左右する極めて重要な要素です。樹脂が金型内へ高速で充填される過程では、キャビティ内の空気や分解ガス、揮発成分などが瞬時に行き場を失います。これらのガスが適切に排出されない場合、ショートショット、ボイド、ガス焼け、ウェルド不良など、さまざまな成形不良を引き起こす原因となります。
弊社では、このような成形課題に対する有効なソリューションとして、射出成形金型用ガス抜き入れ子部品「SG-WIND」を提供しております。SG-WINDは金型に直接施すベント加工とは異なり、高いガス排出性能と耐久性を両立したガス抜き専用入れ子です。
SG-WINDをご使用いただいたユーザー様からは
「金型メンテナンス回数を大幅に削減できた」
「ボイドやショート対策として非常に有効だった」
といった高評価の声をいただく一方で、特にブロックタイプに関しては
「設置方法が分かりにくい」
「どこを支持して、どこを逃がせばよいのか判断が難しい」
といったご相談も少なくありません。
本記事では、ブロックタイプSG-WINDの構造的特徴を踏まえたうえで、推奨される設置方法と加工上の重要ポイントについて、具体的に解説します。
1. SG-WINDの構造とガス抜きの原理
まずは、SG-WINDの基本構造について整理します。

SG-WINDは、スリット加工を施したSUS板を複数枚積層し、設定厚みになるまで拡散接合(固相接合)を行うことで製作されています。この多層構造により、微細かつ安定したガス流路を内部に形成できることが、SG-WIND最大の特長です。
ここで重要なポイントは以下の2点です。
拡散接合部(接合層)にはガスが抜けない

接合部(黄色部)は板同士が密着しているため接合部はガス抜きが出来ません
ガス抜きが可能なのは「スリットを有する面」からのみ

SG-WINDは「どこからでもガスが抜ける部品」ではありません。ガスが流れる方向・面が明確に定義された機能部品であり、その構造を理解せずに設置してしまうと、本来の性能を十分に発揮できなくなります。
2. 推奨固定方法:カセットホルダー方式
SG-WINDはボルト固定による使用も可能ですが、この方法では有効ガス抜き面積が著しく制限されてしまうケースが多く見られます。そのため弊社では、ガス抜き性能を最大限に活かす方法として「カセットホルダー方式」を推奨しています。
カセットホルダー方式の基本

SG-WIND本体をアリ溝形状で保持
ワイヤー放電加工により、SG-WIND側・ホルダー側ともに高精度加工
ボルト固定ではなく「形状拘束」による保持
この方式により、ガス抜き面を広く確保しつつ、メンテナンス性にも優れた構造を実現できます
3. 設計・加工時の重要ポイント①
サポート位置とガス逃げエリアの考え方
SG-WIND設置で最も重要なのが、「どこを支持し、どこを逃がすか」という考え方です。
SG-WINDの底面がカセットホルダーに全面密着してしまうと、ガスの逃げ道が完全に塞がれてしまいます。しかし、単純に浮かせて設置すると、今度は射出圧力に耐えられず、スリット部の潰れや変形を引き起こす恐れがあります。
そこで推奨されるのが、以下の考え方です。
スリットが存在しない「攪拌接合部」をホルダーで確実に支持する
スリットが存在する面は、ホルダーから意図的に浮かせる
この構成により、
剛性は接合部で確保
ガスはスリット面からホルダー側へ流出
という、構造と機能を両立した設計が可能になります。
逆に、スリット部とサポート位置の関係が不適切な場合、特定のスリットにのみガスが集中し、ガスヤニの堆積や早期詰まりの原因になります。結果として、SG-WIND本来の性能を十分に活かせないだけでなく、メンテナンス頻度の増加にもつながります。

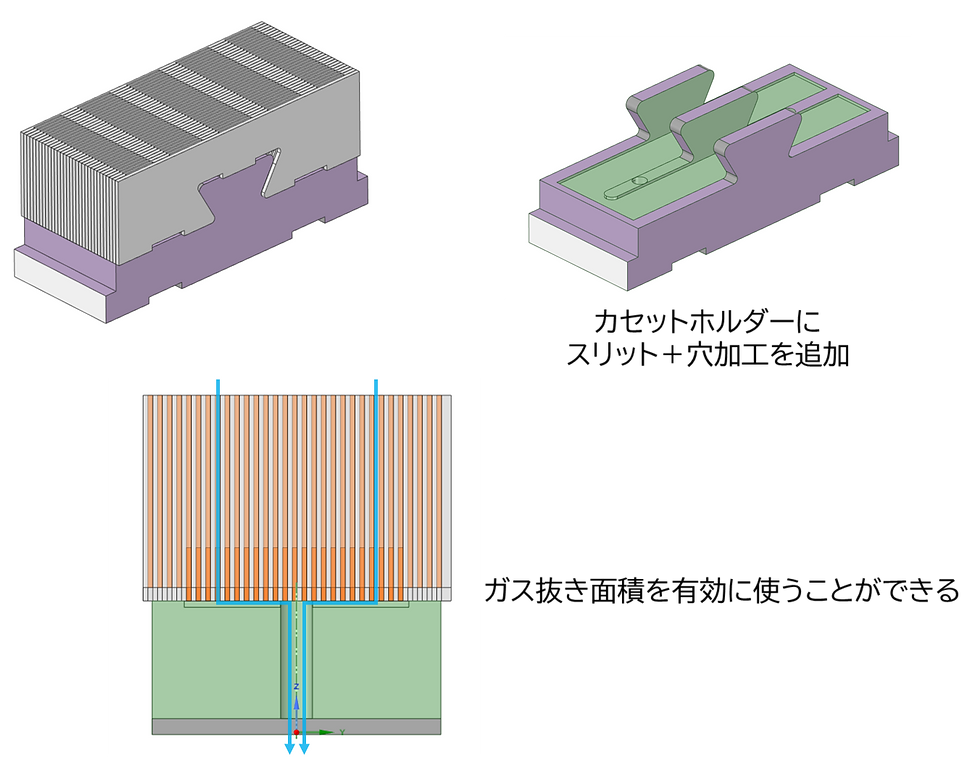
上のモデルの場合、スリット部とサポートの位置関係が不適切のため、ガス抜き面積を有効に使えていません。これでは一部のスリットにガスヤニが堆積しやすくなり詰まりの原因になります。

上のモデルの場合、拡散接合部がサポートに接するように設定しているためSG-WINDの剛性は確保しつつも効率よくガス抜きを行うことができます。
ただし、カセットホルダーにスリットや穴を追加工をすることでガス抜き経路を確保することも出来ます。
4. 設計・加工時の重要ポイント②
カセットホルダーの幅設定
ガス抜きは「抜けた先」がなければ意味がありません。SG-WINDから排出されたガスは、最終的に金型外へ大気開放する必要があります。
このとき注意すべきなのが、カセットホルダーの幅寸法です。
カセットホルダーとSG-WINDが同一幅 → 裏側でガスが滞留し、排気できない

カセットホルダー幅をSG-WINDより片側0.5mm程度ずつ狭く設定 → 金型との間に隙間が生じ、ガスの排気経路を確保可能
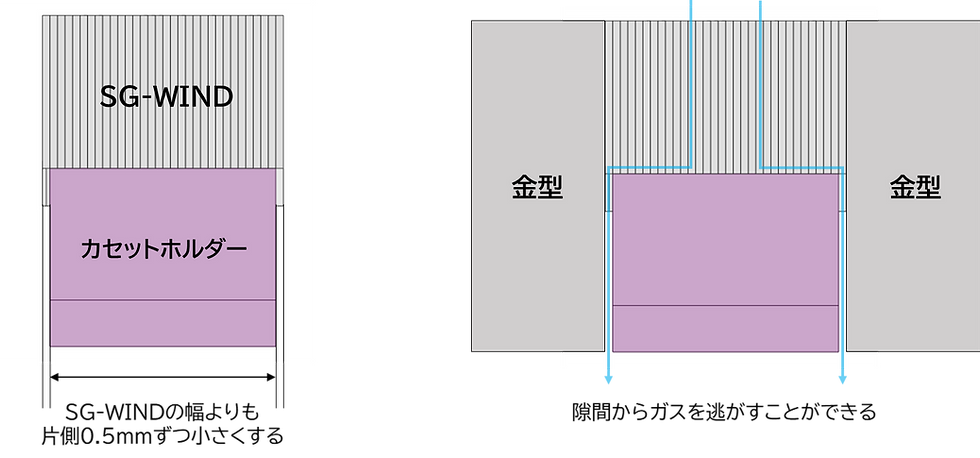
この「わずかな隙間」が、安定したガス排出において非常に重要な役割を果たします。
5. 正しい設計が、成形品質と金型寿命を左右する
SG-WINDに限らず、ガス抜き入れ子は「設置すれば必ず効果が出る部品」ではありません。
構造理解・支持方法・ガス経路設計が不十分な場合、
ガス抜き効果が得られない
逆に新たな成形不良を引き起こす
といった結果になりかねません。
SG-WINDは、正しく設計・設置することで初めて、その高い性能を発揮する機能部品です。
本記事でご紹介した考え方を参考に、ぜひ金型設計へ反映していただければと思います。
SG-WINDに関するご相談について
SG-WINDの選定、設置方法、既存金型への適用可否など、ガス抜き入れ子に関するご相談は随時承っております。
「この形状でも使えるか?」「既存金型に後加工で対応できるか?」
といったご質問でも構いません。お気軽にテックショップのお問い合わせフォームよりご相談ください。




コメント